OneCNCXR8 Release 62.61
OneCNCXR8 Version 62.61 is now released
OneCNC is pleased to announce yet again some great new features to enhance the software.
Toolpath times Calculations are now added.
Lathe Toolpaths
Lathe toolpaths have new improved approximate times for toolpaths
This applies to all versions of OneCNCXR8 Lathe
Lathe settings using CSS time calculation now emulates the machine constant surface speed control to create time approximation similar to the actual machine machining times.
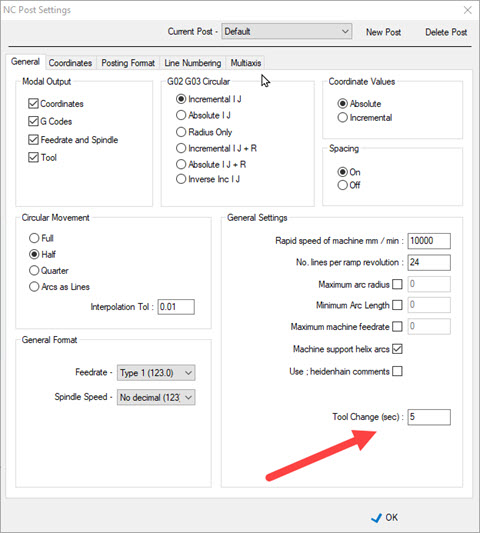
There is now a setting in the Lathe post for the Tool Change time that should be set to the time your machine takes on average to change tools. Depending on the size and number of tools in the turret approximate time should be added to the post to suit the average time taken. Due to the time variation that can vary depending on the next tool position in the turret you should use an average time to suit.
Lathe settings using the RPM programming method are also calculated and handled with this improved time calculations.
New tool change time variable has been added to the post.
Milling Toolpaths
Lathe toolpaths have new improved approximate times for toolpaths
This applies to all versions of OneCNC Mill
Mill time calculation now emulates the machine cycles for the drilling to create time approximation similar to the actual machine drilling times.
There is now a setting in the Mill post for the Tool Change time that should be set to the time your machine takes on average to change tools. Depending on the size and number of tools in the mill carousel approximate time should be added to the post to suit the average time taken. Due to the time variation that can vary depending on the next tool position in the carousel you should use an average time to suit. This would have to suit the fact some machines already have the next tool available without having to index the carousel.
New tool change time variable has been added to the post.
Other changes and additions
These are the major changes and fixes in this release
Mill Traditional Pocket
Mill traditional Pocket was improved to better handle using helix entry in confined spaces. Care should always be takes to ensure the helix size will fit withing the boundaries because if there is not enough room it will revert to the choice of plunge or ramp entry.
Lathe Prime Support
Improvement was made to the functionality of the Prime B insert toolpaths. I you use this insert just check your tool file to ensure the trailing angle is set at 5 deg not 25 deg. This tip is essentially a turning and facing tip and some users were attempting to use it as a grooving tip.
Improved Modelling
There is a major improvement to the internal core modelling. This includes the functionality of filleting merging and unironing of model components. The improvement to modelling can also affect the import of models because models are created on import.
Help File
The help file (English) had been improved now with the inclusion of all the basic newOneCNCXR8 functionality.
Help Menu Tutorial
Help menu tutorial links were corrected to open the tutorials
Languages
German Language translation was updated
Japanese Language translation was updated
Scissor Trimming Function
The Scissor “sketch” function has been corrected.
Tool List
The tool list has been updated to correct the trailing angles of the Prime type B tips. This new Updated Tool List is now named Default_Library_metric.xml
Mill Profile
Mill profile function had a problem where the tool retracted if the radius being cut was less than the tool radius. This is now corrected.
This OneCNCXR8 Release 62.61 is available from the OneCNC Update Server
OneCNC Updates
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003